Arc welding seam detection
![]()
Seam detection
In arc welding it is common use that the detection and measuring for calibration of the welding seam is done through a large variety of touch sensing methods, provided by the different robot manufacturers and system integrators.
The arc welding technology package includes a number of these methods that include a set of standard, generic parameters up to manufacturer specific extensions.
Touch sensing methods
Two methods are implemented:
| Method | Description | |
|---|---|---|
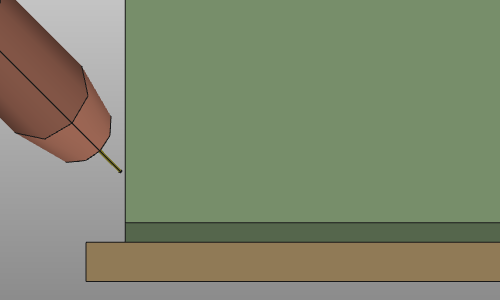
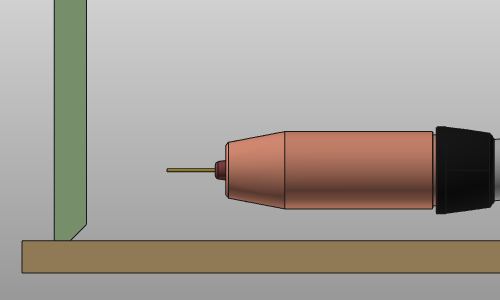
| Touch with wire | The welded part position is determined by the collision between the part and the welding wire. Depending on the number of degrees of freedom to be eliminated, the number of touches must be defined. Calibration of the part position is done before starting the welding process. | 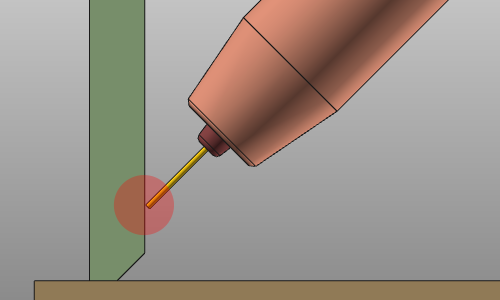 |
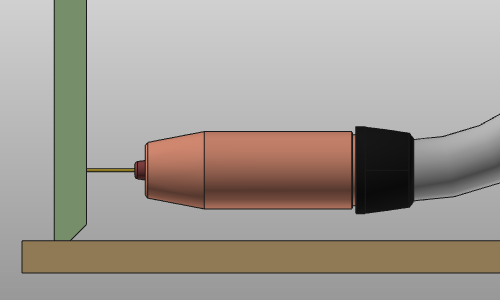
| Touch with nozzle | The welded part position is determined by the collision between the part and the nozzle of the welding torch. Depending on the number of degrees of freedom to be eliminated, the number of touches must be defined. Calibration of the part position is done before starting the welding process. | 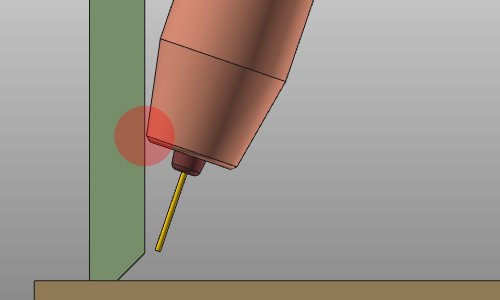 |
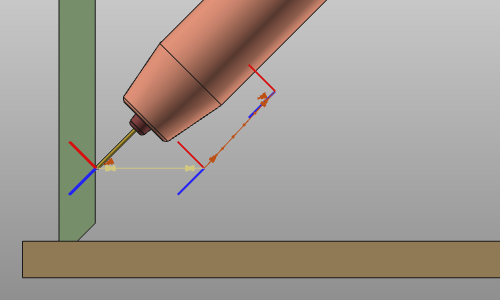
Touch directions
Basically the touch sensing can be applied in three directions:
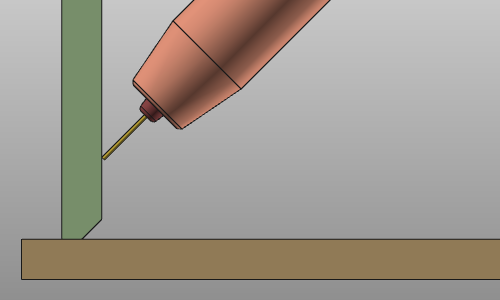 | 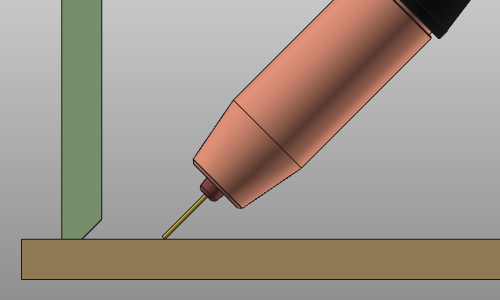 |  | ||
| Work direction | Tool direction | Travel direction |
Operation cycle
The touch operation is a cycle of a fix number of pre-defined positions and motion behavior. The nozzle angles are defined in the programming attributes and are kept the same during the whole touch operation.
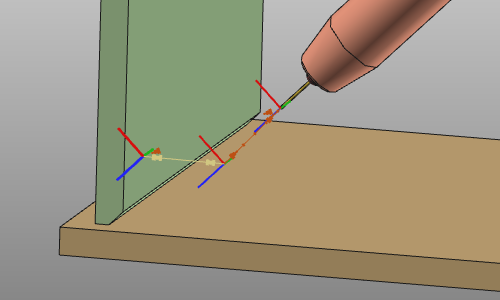

The cycle has the following positions:
| Position | Description | Remark | |
|---|---|---|---|
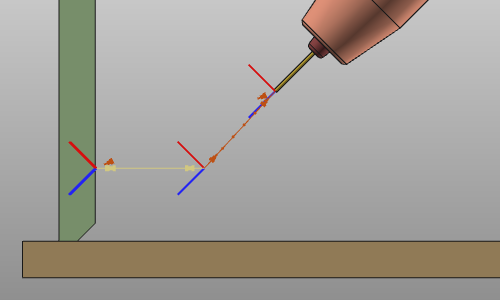 | Approach | The approach position from where the touch cycle starts. | Optional. |
 | Start | The start position of the touch cycle. This position is calculated as a linear offset from the theoretical touch point on the surface, measured perpendicular to that surface. | |
 | Touch | The touch position. This position is a linear offset from the theoretical touch point and is determined from the collision of the welding torch with the welding part while moving from the start towards the theoretical position. 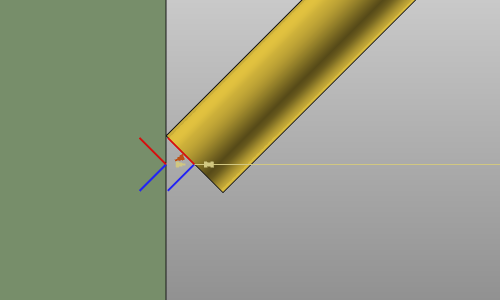 | |
| Return | The return position of the touch cycle. The position is usually the same as the start position. | |
| Retract | The retract position from the end of the touch cycle. | Optional. |
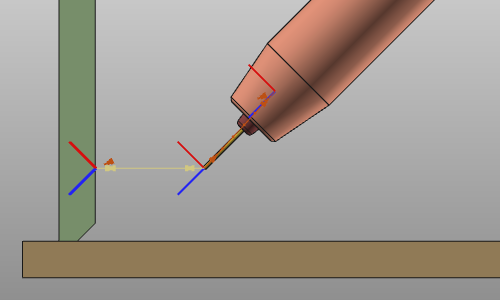
When using the touch by wire method, the operation optionally can be extended with a wire check cycle. Before the wire touch is being executed the torch travels to the touch point in normal direction the verify if the presence of the welding wire. The cycle is a simple linear motion between the start and touch position and back.
| Position | Description | |
|---|---|---|
 | Start | The start position of the touch cycle. The welding torch orientation has been set perpendicular to the touched surface. |
 | Check | The (theoretical) touch position, that also is used for the wire check. |
Touch attributes
In the Technology base tech tab of the Programming defaults has to be set which position definition sequence is being applied.
| Sequence | Description | Remark | |
|---|---|---|---|
| Touch by point indication | The touch positions are being defined by picking the location on the welding parts. Based on WYSIWYG principle the mouse position calculates the coordinates on the part. | For each touch direction any number of touch positions can be defined. |
The method includes a number of generic attributes to define the touch operation cycle. Other controller manufacturer specific attributes may become available too but are not described on this page here.
| Attribute | Description | Remark | |
|---|---|---|---|
| Detection type | The touch method, i.e. the part of the welding torch that is running into collision to detect the welding part: | ||
| Touch distance from start | The offset from the touch position to the start position of the cycle. | ||
| Sensing speed | The speed during the touch cycle. | ||
| Touch connect ID | The identifier of the touch cycle and calibration. Defines which welding operations are using which touch calibration. | ||
| Wire check | The option to include an additional wire check cycle before touching. | Only applicable in the wire detection method. | |
| Difference angle for touch | Additional rotation to adjust the nozzle touch angle. | Only applicable in the nozzle detection method. |