Olp Toolpath Optim Var Space# Ref_OLP_ToolpathOptim_VarSpace
Par défaut, tous les attributs ne sont pas affichés. Elle est limitée aux applications les plus courantes. Changer le bouton de mode Expert en haut à droite du tableau de bord agrandira le conteneur pour afficher tous les attributs disponibles.
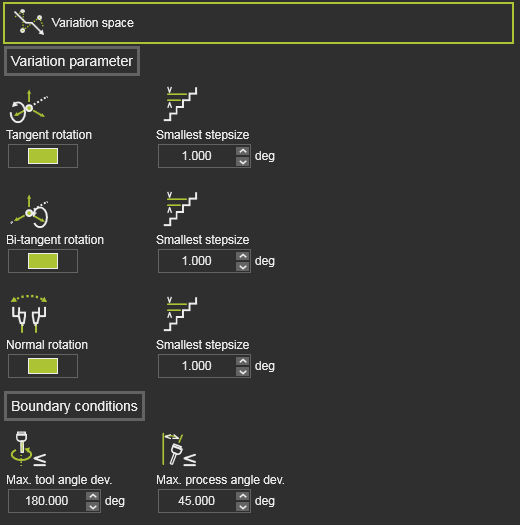
L’espace de variation définit quelles modifications peuvent être apportées aux éléments du parcours d’outil pour rechercher la solution optimale. Il montre toutes les variables pouvant être incluses dans le processus d’optimisation, leur plage de données pouvant être variée et l’étape de distribution ou la discrétisation dans cette fourchette.
Les variables ici peuvent être spécifiques à une technologie ou à une configuration technologique particulière combinée à un contrôleur de marque OEM et à un robot ou une machine. En d’autres termes ; Le contenu exact du contenant peut varier selon les cas.
Les paramètres de variation décrivent quel axe de l’élément de trajet d’outil peut être modifié.
| Paramètre | Description | Options d’optimisation | Remarque | Mode | |
|---|---|---|---|---|---|
| Rotation tangente | Fait varier la position du trajet de l’outil tout en la faisant tourner autour de sa direction tangente. | Passez à l’inclure dans le processus d’optimisation. | Expert | ||
| Rotation bi-tangente | Fait varier la position du trajet de l’outil tout en la faisant tourner autour de sa direction bitangente. | Passez à l’inclure dans le processus d’optimisation. | Expert | ||
| Orientation de la singularité | Évalue les situations de singularité du robot ou de la machine. Dans le cas d’un scénario robotique, l’orientation de singularité signifie la rotation de la position du trajet d’outil autour de son axe normal. | Passez à l’inclure dans le processus d’optimisation. | Expert | ||
| Rotation normale (technologie de soudure à l’arc) | Fait varier la position du trajet de l’outil tout en la faisant tourner dans sa direction normale. | Passez à l’inclure dans le processus d’optimisation. | Expert |
La section Conditions aux limites inclut des paramètres supplémentaires pouvant être introduits pour limiter le nombre de variations. Alors que normalement, la rotation tangente et bi-tangente de la position du trajet de l’outil peut varier entre -180 et +180 degrés, ces paramètres constituent des conditions supplémentaires permettant aux axes tangent et bi-tangent de ne tourner que dans la plage et tant que la condition aux limites est respectée.
| Paramètre | Description | Options d’optimisation | Remarque | |
|---|---|---|---|---|
| Déviation maximale de l’angle de procédé | La déviation maximale autorisée de l’angle de procédé par rapport à la direction de référence. | Un résultat d’optimisation est accepté lorsque l’angle du procédé est plus petit ou égal à cette valeur. Cette valeur ne peut être modifiée que lorsque son critère correspondant, l’écart d’angle du procédé, a été désactivé par rapport à l’évaluation de la qualité. | ||
| Déviation maximale de l’angle de travail (technologie de soudure à l’arc) | La déviation maximale autorisée de l’angle de travail par rapport à la direction de référence. | Disponible uniquement lorsque le PRLes critères de déviation d’angle d’ocess ont été remplacés par des critères de travail séparé et d’angle d’outil. | ||
| Déviation maximale de l’angle de déplacement (technologie de soudure à l’arc) | La déviation maximale autorisée de l’angle de déplacement par rapport à la direction de référence. | Disponible uniquement lorsque les critères d’angle de déviation du procédé ont été remplacés par des critères d’angle séparés et d’angle d’outil. | ||
| Déviation maximale de l’angle de l’outil (technologie de soudage à l’arc) | La déviation maximale autorisée de l’angle de l’outil par rapport à la direction de référence. |