Einleitung
Qualitätsbewertung des Werkzeugwegs
Um den Werkzeugweg auf die Notwendigkeit einer Optimierung (teilweise) validieren zu können, wurde ein Mechanismus zur Qualitätsbewertung des Werkzeugwegs implementiert.
Die Qualitätsbewertung des Werkzeugwegs ist ein Prozess, bei dem jede Position des Werkzeugwegs analysiert und anhand bestimmter vordefinierter Zielkriterien bewertet wird. Kriterien mit einer konfigurierbaren Wertspanne können einzeln definiert werden, um die Wertstufen der Kriterien festzulegen, für die das analysierte Werkzeugwegergebnis vergeben wird.
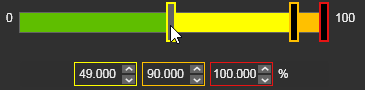
| Gut (grün) Der Wertbereich der Kriterien, der als gut definiert ist. Es besteht keine Notwendigkeit, sich hier zu verbessern. |
| Akzeptabel (gelb) Der Wertbereich der Kriterien, der als akzeptabel definiert ist. Obwohl das Ergebnis akzeptabel ist, wird empfohlen, sich hier zu verbessern. |
| Kritisch (orange) Der Wertbereich der Kriterien, der als kritisch definiert ist. Es wird dringend empfohlen, das zu modifizieren, um den Werkzeugweg zu verbessern. |
| Ungültig (rot) Der Wert (und höher) der Kriterien, der als nicht akzeptabel definiert ist. Es ist zwingend erforderlich, zu modifizieren und den Werkzeugweg zu verbessern. |
Folgende Zielkriterien werden unterstützt, deren Vorhandensein jedoch von der angewandten Technologie und dem Typ der Maschine oder des Roboters abhängt:
| Kriterien | Beschreibung | Wertspanne | Anmerkung | |
|---|---|---|---|---|
| Unerreichbarkeit | Bewertet unerreichbare Situationen des Roboters oder der Maschine. | Gut oder ungültig. | Die Bewertung anhand dieses Kriteriums wird ständig durchgeführt. | |
| Kollision | Bewertet Kollisionssituationen. | Gut oder ungültig. | Die Bewertung anhand dieses Kriteriums wird nur durchgeführt, wenn der Kollisionsanalyse-Schalter in der Simulationsspieler-Werkzeugleiste aktiviert wurde. | |
| Singularität | Bewertet Singularitätssituationen des Roboters oder der Maschine. | Gut oder ungültig. | Die Bewertung anhand dieses Kriteriums wird ständig durchgeführt. | |
| Prozesswinkelabweichung | Bewertet die Abweichung des Prozesswinkels von ihrem Referenzwert. | Der Winkel reicht von gut bis ungültig. | ||
| Werkzeugwinkelabweichung (Lichtbogenschweißtechnologie) | Bewertet die Abweichung des Werkzeugwinkels von ihrem Referenzwert. | Der Winkel reicht von gut bis ungültig. | Es ersetzt das Kriterium für die Abweichung des Prozesswinkels. Gilt nur, wenn 6-Achsen-Roboter eingesetzt werden. | |
| Wegwinkelabweichung (Lichtbogenschweißtechnologie) | Berechnet die Abweichung des Bewegungswinkels (Tangentialrichtung) von ihrem Referenzwert. | Der Winkel reicht von gut bis ungültig. | Es ersetzt das Kriterium für die Abweichung des Prozesswinkels. Gilt nur, wenn 6-Achsen-Roboter eingesetzt werden. | |
| Arbeitswinkelabweichung (Lichtbogenschweißtechnologie) | Bewertet die Abweichung des Arbeitswinkels (bi-tangentialer Richtung) von ihrem Referenzwert. | Der Winkel reicht von gut bis ungültig. | Es ersetzt das Kriterium für die Abweichung des Prozesswinkels. NurAnwendbar, wenn 6-Achsen-Roboter eingesetzt werden. | |
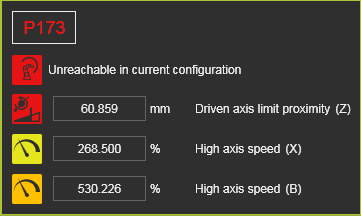
| Achsengrenzen-Nähe | Bewertet die Nähe zu den Grenzen der Achse der inversen kinematischen Kette der (herstellungs)Ressource. Getrennter Auswertungswertbereich für lineare und kreisförmige Gelenksachse. | Lineare Distanz oder Winkel reicht von gut bis ungültig. | ||
| Achsengeschwindigkeit | Bewertet die Achsengeschwindigkeit aller angetriebenen Achsen als (absolute) Differenz zwischen der Start- und Endbewegung zwischen den Positionen. | Der Prozentsatz reicht von gut bis ungültig. |
Jede Position wird analysiert und erhält dann für jedes Kriterium eine Bewertungsflagge, die das Qualitätsniveau und damit die Annahme dieser Position angibt.
| Gut (grün) | |
| Akzeptabel (gelb) | |
| Kritisch (orange) | |
| Ungültig (rot) |
Die Qualität des Werkzeugwegs, also seine Vorfälle, wird an mehreren Stellen dargestellt.
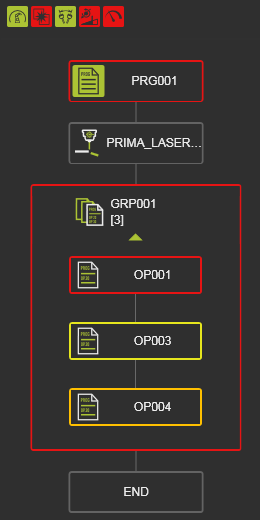 | 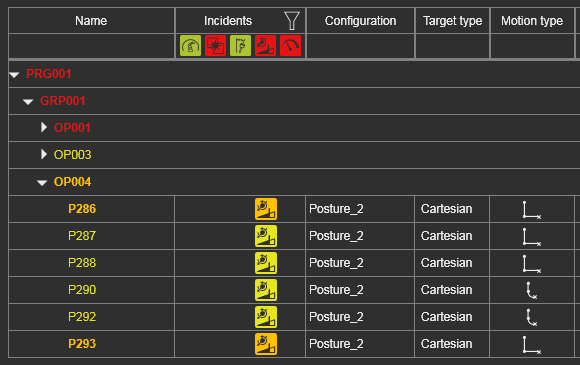 | 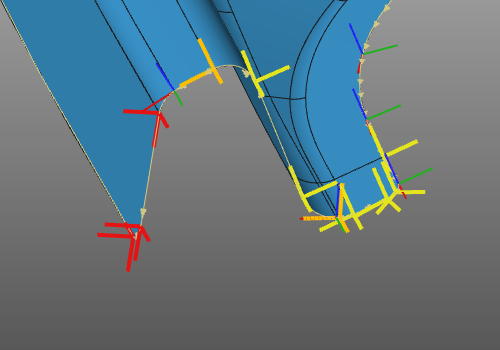 |  | |||
| Aktives Programm | Werkzeugwegmonitor | 3D-Werkzeugweg | Vorfälle an der Position des Werkzeugwegs |
Die Qualitätsbewertung dient dazu, den aktuellen Stand des Programms zu validieren. Um verschiedene Zustände und unterschiedliche (qualitative) Versionen des Werkzeugpfads vergleichen zu können, wurde eine Metrik eingeführt; Werkzeugwegkosten.
Werkzeugwegkosten sind eine Möglichkeit, die Qualität in einem Kostenfaktor auszudrücken, bei dem jedem Zielkriterium eine bestimmte Kostenfunktion zugewiesen wurde. Dies kann eine lineare, eine parabolische Funktion oder etwas anderes sein, wie das untenstehende Beispiel zeigt. Es handelt sich um einen neutralen Wert, keine Währung.
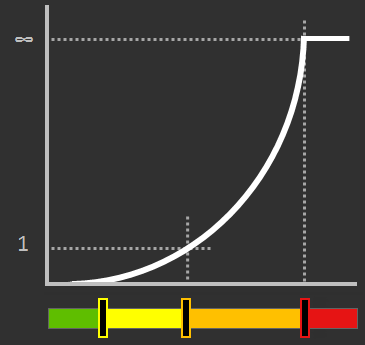
An jeder Position des Werkzeugwegs werden die Kosten für jedes analysierte Kriterium berechnet und dann zusammengefasst. Das Ergebnis wird im Toolpath-Dashboard angezeigt und sofort nach jeder Änderung des Toolpath aktualisiert.

Ein Trendsymbol zeigt an, dass sich die Kosten im Vergleich zu seinem vorherigen Wert ändern, dem Wert vor der letzten Toolpath-Änderung(en).
| Der Wert wurde erhöht; d. h. höherer Kosteneffekt | |
| Der Wert blieb gleich; d. h. neutral oder ohne Wirkung | |
| Der Wert ist gesunken; d. h. geringere Kostenauswirkung |
Programmpfadoptimierung
Offline-Programmierung ist normalerweise darauf ausgerichtet, einen optimalen Programm-Werkzeugweg zu erreichen, in Bezug auf:
-
Kollisionen zu vermeiden
-
das Maschinen-/Robotersystem von Singularitäten und Achsengrenzen fernzuhalten
-
Sicherstellung der Erreichbarkeit des Werkzeugwegs
-
Ausrichtung des Prozesses auf Referenzwerte und Einhaltung von festgelegten Toleranzen
-
Betrieb mit minimaler Zykluszeit
-
Erfüllung weiterer benutzerdefinierter Richtlinien.
Nach der Berechnung des Programms wurde nicht immer die bestmögliche oder optimale Lösung gefunden, um alle oben genannten Ziele zu erfüllen. Das Programm muss global oder lokal optimiert werden. Dies kann durch Änderung der Position und Ausrichtung des Werkzeugwegs, durch Bearbeitung der verschiedenen Attribute und Parameter sowie durch die Nutzung mehrerer verfügbarer spezieller Attribute geschehen, die bei der Erzeugung verbesserter Werkzeugwege helfen.
Darüber hinaus enthält die Software eine Reihe sogenannter autonomer Programmoptimierungsfunktionen. Diese Funktionen, diese Methoden, sind in der Lage, einen Werkzeugweg unter bestimmten vordefinierten Bedingungen zu generieren und zu optimieren.
Mit diesen Informationen im Hintergrund könnte man den Arbeitsablauf der Programm-Toolpath-Erstellung und -optimierung skizzieren, wie auf dem untenstehenden Bild.
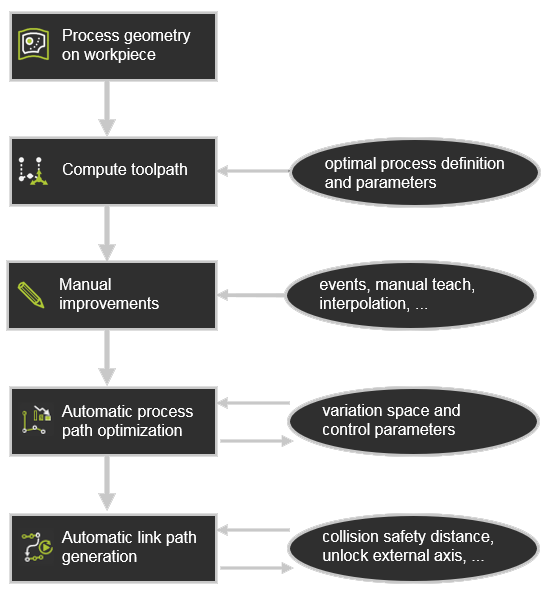
Nach der manuellen Änderung des Benutzers konnte die autonome Programmierung und Optimierung angewendet werden.
Die autonomen Schritte bewerten den Werkzeugweg und optimieren dann potenziell jede einzelne Position oder jeden Teil des Werkzeugwegs, den die spezifische Funktionalität adressiert. Er speichert jedoch explizit definierte (manuelle) Programmierereignisse und überschreibt sie nicht, wie zum Beispiel:
-
Veranstaltungen zu unterrichten
-
manuell erlernte Positionen
-
Interpolationen
-
Jolt-Optimierungen
-
Unterdrückte Positionen.
Autonome Programmoptimierung
Die autonome Programmoptimierung kann am gesamten Programm oder einfach an einer Operationsgruppe, einer Operation oder einer Operationsverbindung ausgeführt werden. Sie wird im Kuchenmenü im Active-Programm oder im Toolpath-Monitor-Dashboard gestartet.
Mit dem Hauptbefehl läuft die gesamte Optimierungsfunktion in der Reihenfolge, wie sie im obigen Workflow-Diagramm dargestellt ist; Zuerst die automatische Prozesspfadoptimierung, gefolgt von der Verknüpfungspfadgenerierung zwischen den Operationen.

Oder über das Untermenü kann jede dieser Arbeiten einzeln ausgeführt werden.