Tipps, Tricks und Einschränkungen
Einige Empfehlungen, Überlegungen und mögliche Aspekte, die man beim Arbeiten mit dem Operationslinkpfad beachten sollte.
Tipps
| Bitte beachten Sie, dass manuell erlernte Werkzeugwegelemente und Interpolationsabschnitte nicht optimiert sind. |
Wenn Sie den Prozess nicht bei maximaler Achsennäherung ausführen können, ändern Sie die Schwellenwerte der Qualitätskriterien dieses Parameters. Erhöhe zum Beispiel den kritischen Näheheitswert von null (=0) auf 5 mm.  |
| Eine niedrige Achsgeschwindigkeit führt zu einer einfachen und gleichmäßigen Bewegung entlang des Werkzeugwegs, beeinflusst jedoch die Abweichung des Prozesswinkels. |
| In einigen spezifischen Bearbeitungsszenarien erfolgt während der Optimierung eine Konfigurationsänderungskorrektur entlang einer Abfolge von Werkzeugpfadelementen. Dies geschieht Element für Element in nachfolgenden Unteriterationen. Dies wiederholt sich auch auf höheren Iterationsebenen, was zu längeren (oder längeren) Berechnungszeiten führt. |
| Die Geschwindigkeit (des Werkzeugrahmens) entlang des Werkzeugwegs ist das Ergebnis der Achsgeschwindigkeit. Eine Optimierung gegen einen maximalen Achsgeschwindigkeitswert von 100 % verhindert, dass die TCP-Geschwindigkeit reduziert werden muss. |
Mögliche Probleme, Empfehlungen und Überlegungen
| Erstens; Es muss verstanden werden, dass die automatische Optimierung nicht immer ein besseres Ergebnis erzielt oder gar kein Ergebnis liefert. |
In der optimierten Werkzeugbahnposition rotiert sich die Roboterachse um mehr als 180 Grad, was dennoch zu Kollisionen führt. Der Roboter stößt auf die Achsengrenze, die nur gelöst werden kann, wenn man in einem anderen Drehbereich für diese Achse startet (Unwind-Situation). Aktivieren Sie das Attribut “Verwenden-Zugwerte” im Optimierungssteuer, um dies zu aktivieren.  |
Im obigen Fall mit aktivierter Steuerung gibt es immer noch einige Entspannungssituationen. Dies könnte dadurch verursacht werden, dass die Optimierung das Problem nur für die Prozesspunkte des Werkzeugwegs löst. Unterschiedliche Zugwerte an den Prozesspunkten überschreiben den optimierten Wert am ersten Prozesspunkt. Mit der Verwendung des Programmierattributs CTS Backpropagation wird die optimierte Prozesspunkt-Wendung auch auf die Anflugpunkte angewendet.  |
Null Geschwindigkeit an den Prozesspunkten verursacht Optimierungsfehler, die im Log-Fenster gelesen werden können. 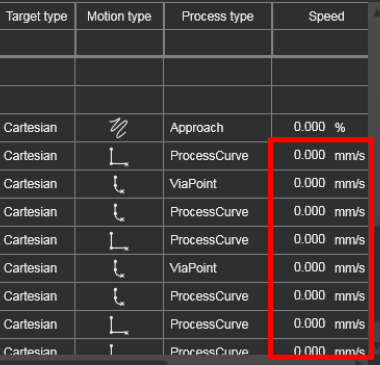 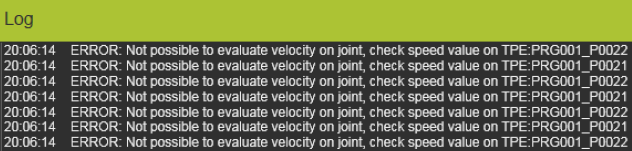 Die Optimierung erfordert eine korrekt definierte Geschwindigkeit an allen Prozesspunkten, wenn das Zielkriterium der Achse zur Optimierung verwendet wird. Die Optimierung erfordert eine korrekt definierte Geschwindigkeit an allen Prozesspunkten, wenn das Zielkriterium der Achse zur Optimierung verwendet wird. |
| | |
| ------------------------------------------------- | ------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- ---------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- |
| ![]() | Nach einer erfolgreichen Optimierung mit Bewegungsprüfung zeigt die Simulation noch einige Kollisionen an. Dies liegt daran, dass die Simulation die Genauigkeit der Vorbeiflugbewegung bei der Kollisionsanalyse nicht berücksichtigen kann. Die simulierte Bewegung, bei der Flyby berücksichtigt wird, kann sich leicht von den Bewegungsdaten unterscheiden, die in APO verwendet werden, bei denen die genauen TPE-Koordinaten verwendet werden. Verwenden Sie das Attribut “Wegschieben”, um den Abstand zwischen möglichen kollidierenden Objekten zu erhöhen.
| Nach einer erfolgreichen Optimierung mit Bewegungsprüfung zeigt die Simulation noch einige Kollisionen an. Dies liegt daran, dass die Simulation die Genauigkeit der Vorbeiflugbewegung bei der Kollisionsanalyse nicht berücksichtigen kann. Die simulierte Bewegung, bei der Flyby berücksichtigt wird, kann sich leicht von den Bewegungsdaten unterscheiden, die in APO verwendet werden, bei denen die genauen TPE-Koordinaten verwendet werden. Verwenden Sie das Attribut “Wegschieben”, um den Abstand zwischen möglichen kollidierenden Objekten zu erhöhen. 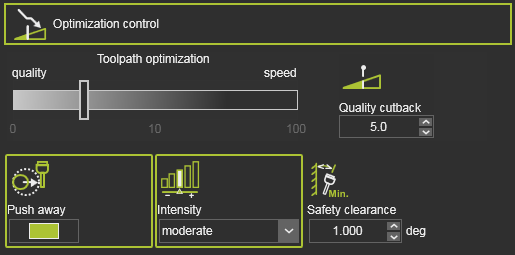 Wenn der Pushaway-Effekt zu groß geworden ist, z. B. wenn der Abstand zwischen den Objekten zu groß ist oder die daraus resultierenden Kosten zu stark gestiegen sind, wird die Optimierung mit geringerer Intensität erneut durchgeführt, um die Wirkung zu verringern. Schau dir auch die Flyby-Entfernung an. Manchmal wird sie unnötig hoch gesetzt. Reduzieren Sie den programmierten Wert.
Wenn der Pushaway-Effekt zu groß geworden ist, z. B. wenn der Abstand zwischen den Objekten zu groß ist oder die daraus resultierenden Kosten zu stark gestiegen sind, wird die Optimierung mit geringerer Intensität erneut durchgeführt, um die Wirkung zu verringern. Schau dir auch die Flyby-Entfernung an. Manchmal wird sie unnötig hoch gesetzt. Reduzieren Sie den programmierten Wert. 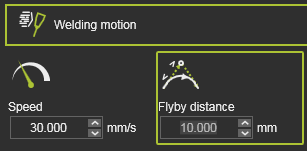 |
|
| | |
| ------------------------------------------------- | ------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- ---------------------------------------------------------------------------------- |
| ![]() | Das Ausführen einer Simulation nach einer erfolgreichen, kollisionsfreien Optimierung stoppt mit einer Kollision. Das liegt daran, dass sie bei Zwischenbewegungen zwischen zwei Positionen doch in eine Kollision geraten könnte. In einigen seltenen Fällen werden Kollisionen mit sehr kleinen Objektteilen während der Optimierung nicht berücksichtigt. Sie können aufgrund der definierten Zwischenauflösung des Bewegungsschritts übersehen werden. Verwenden Sie kleinere Werte für die Max.-Distanz und/oder die Max.-Winkel-Attribute in den Bewegungsprüfungsoptionen. Beachten Sie, dass dies die Berechnungszeit verlängern kann.
| Das Ausführen einer Simulation nach einer erfolgreichen, kollisionsfreien Optimierung stoppt mit einer Kollision. Das liegt daran, dass sie bei Zwischenbewegungen zwischen zwei Positionen doch in eine Kollision geraten könnte. In einigen seltenen Fällen werden Kollisionen mit sehr kleinen Objektteilen während der Optimierung nicht berücksichtigt. Sie können aufgrund der definierten Zwischenauflösung des Bewegungsschritts übersehen werden. Verwenden Sie kleinere Werte für die Max.-Distanz und/oder die Max.-Winkel-Attribute in den Bewegungsprüfungsoptionen. Beachten Sie, dass dies die Berechnungszeit verlängern kann. 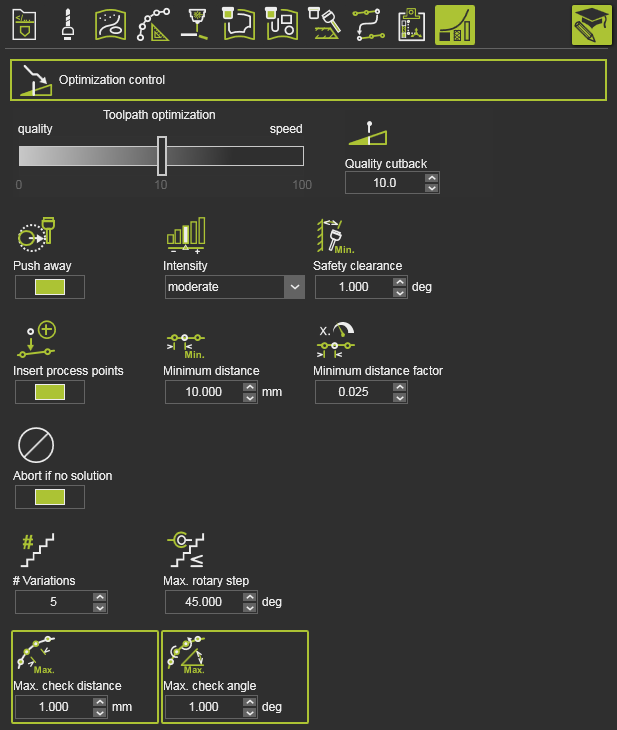 |
|
Bewegungsfehler treten nach einer Optimierung auf. Das kann bei Fanuc-Robotern passieren, die in E2 simuliert werden. Oder es gibt immer noch eine unvollkommene Bewegungsemulation in E2, die unerwartete Bewegungsfehler verursachen kann, z. B. bei CIR-Bewegungen oder wenn zwei Werkzeugpfadelemente sehr nah beieinander liegen. Eine Lösung besteht darin, eines dieser Elemente zu unterdrücken, das nahe an dem anderen liegt. Und aktiviere die Kontrolle “Prozesspunkte einfügen”. 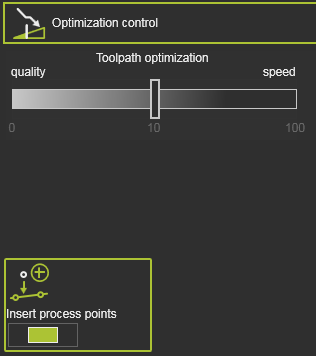 |
| Die automatische Optimierung ist nicht in der Lage, den Werkzeugweg für verschiedene Roboterkonfigurationen zu analysieren und zu optimieren. Es kann vorkommen, dass die Optimierung für die aktuelle Konfiguration eine Lösung findet. Der Benutzer muss darauf achten, zu Beginn jeder Operation eine richtige Konfiguration einzustellen, bevor er das APO ausführt. |
In Szenarien, die externe Achsen (d. h. Ressourcen) enthalten, ist verlangt, dass die Achsenwerte zu Beginn des Programms explizit definiert sind. Falls nicht, kann die Optimierung auf der Operation ausgeführt werden, die diese Achsen verwendet, aber im vollständigen Programm fehlschlagen. 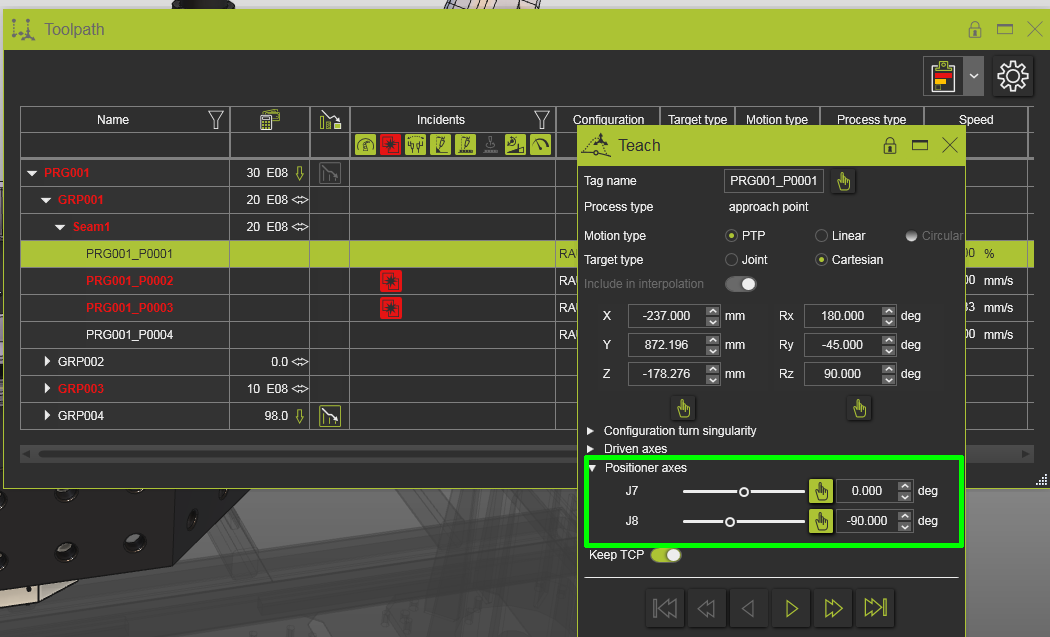 |
| Das Kriterium der Achsenannäherungsgrenzen überprüft die inverse kinematische Kette der Herstellungsressource auf sichere Werte ihrer Achsen und darauf hinaus, dass sie nicht an deren Grenzen stößt. Die Überprüfung umfasst auch die (Achsen der) externen Ressourcen, die mit dem Controller verbunden sind. Und obwohl diese Achsen typischerweise an ihren Grenzpositionen verwendet werden, berücksichtigt der APO sie. Dies kann zu einer längeren Rechenzeit führen und das Endergebnis der Optimierung ist möglicherweise nicht so gut wie optimal. |
| | |
| ------------------------------------------------- | ------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- ---------------------------------------------------------------------------------------------------------- |
| ![]() | Das Ausführen der Optimierung mit aktivierter Kontrolle für Prozesspunkte einfügen, führt in der Regel zu verbesserten Werkzeugwegen. In einigen seltenen Fällen ermöglicht diese Kontrolle in Kombination mit dem Qualitätsreduktionswert größer als 0 jedoch AP die Wahl anderer Varianten, die zu höheren Kosten führen können. Dieser Nebeneffekt kann nicht vermieden werden, da er eine Nebenwirkung der Eigenschaften des Qualitätsreduktionsansatzes ist. Daher wird empfohlen, Qualitätsabkürzung = 0 zu setzen. Dies vermeidet auch unerwartete höhere Kosten in Kombination mit der auf An gestellten Kontrolle für Prozesspunkte einfügen.
| Das Ausführen der Optimierung mit aktivierter Kontrolle für Prozesspunkte einfügen, führt in der Regel zu verbesserten Werkzeugwegen. In einigen seltenen Fällen ermöglicht diese Kontrolle in Kombination mit dem Qualitätsreduktionswert größer als 0 jedoch AP die Wahl anderer Varianten, die zu höheren Kosten führen können. Dieser Nebeneffekt kann nicht vermieden werden, da er eine Nebenwirkung der Eigenschaften des Qualitätsreduktionsansatzes ist. Daher wird empfohlen, Qualitätsabkürzung = 0 zu setzen. Dies vermeidet auch unerwartete höhere Kosten in Kombination mit der auf An gestellten Kontrolle für Prozesspunkte einfügen. 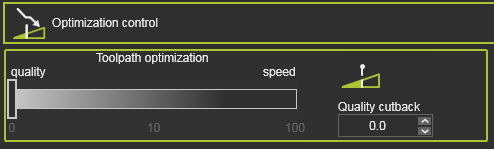 |
|
| | |
| ------------------------------------------------- | ------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- -------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- -------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- ------------------------------------------------------------------------------------------------------------------------------- |
| ![]() | Die Optimierung dauert länger als erwartet. Dafür gibt es mehrere Gründe: Anfangs kann dies auftreten, wenn es viele Kollisionen und nur wenige kollisionsfreie Möglichkeiten im Lösungsraum gibt. In diesem Fall sucht der Algorithmus nach mehr möglichen Lösungen in einem feineren Gitter, was mehr Berechnungszeit erfordert. Im schlimmsten Fall gibt es überhaupt keine Lösung und es wird einige Zeit dauern, bis man das herausfindet. Dann könnte es auch an der Komplexität der Zelle liegen und, damit verbunden, am Rechenaufwand für die Kollisionsdetektion. Die besten Optimierungsergebnisse werden erzielt, wenn der Wert für die Qualitätskürzung auf 0 gesetzt (nahe) gesetzt wird. Dies hat jedoch die Folge längerer Berechnungszeiten. Wenn die äußeren Achsenwerte auf eine Achsengrenze (oder sehr nahe daran) gesetzt werden und das Bewertungskriterium für die Achsengrenzennäherung aktiv ist, kann dies auch zu längeren Berechnungszeiten führen. Mögliche Lösungen oder Workarounds sind: Es gibt keine allgemeine Lösung oder Workaround. Je anspruchsvoller die Aufgabe, desto länger dauert es, eine Lösung zu finden. Du kannst versuchen, die Anzahl der Variationsparameter im Variationsraum zu reduzieren. Dies kann jedoch zu keiner Lösung führen, da der Lösungsraum dann noch begrenzter ist. Vereinfachen Sie die Kollisionsprüfung: Prüfen Sie, ob einige der Kollisionskontroll-Beziehungen deaktiviert werden können oder ob Kollisionsgruppen vereinfacht oder vollständig entfernt werden können. Führen Sie die Optimierung zuerst mit einem hochwertigen Cutback-Wert durch, um sicherzustellen, dass eine Lösung in kürzerer Zeit vorliegt. Verschieben Sie die äußere Achse ein wenig weg von den Achsengrenzen. Zum Beispiel in den idealen (grünen Bewertungs-)Bereich. |
| Die Optimierung dauert länger als erwartet. Dafür gibt es mehrere Gründe: Anfangs kann dies auftreten, wenn es viele Kollisionen und nur wenige kollisionsfreie Möglichkeiten im Lösungsraum gibt. In diesem Fall sucht der Algorithmus nach mehr möglichen Lösungen in einem feineren Gitter, was mehr Berechnungszeit erfordert. Im schlimmsten Fall gibt es überhaupt keine Lösung und es wird einige Zeit dauern, bis man das herausfindet. Dann könnte es auch an der Komplexität der Zelle liegen und, damit verbunden, am Rechenaufwand für die Kollisionsdetektion. Die besten Optimierungsergebnisse werden erzielt, wenn der Wert für die Qualitätskürzung auf 0 gesetzt (nahe) gesetzt wird. Dies hat jedoch die Folge längerer Berechnungszeiten. Wenn die äußeren Achsenwerte auf eine Achsengrenze (oder sehr nahe daran) gesetzt werden und das Bewertungskriterium für die Achsengrenzennäherung aktiv ist, kann dies auch zu längeren Berechnungszeiten führen. Mögliche Lösungen oder Workarounds sind: Es gibt keine allgemeine Lösung oder Workaround. Je anspruchsvoller die Aufgabe, desto länger dauert es, eine Lösung zu finden. Du kannst versuchen, die Anzahl der Variationsparameter im Variationsraum zu reduzieren. Dies kann jedoch zu keiner Lösung führen, da der Lösungsraum dann noch begrenzter ist. Vereinfachen Sie die Kollisionsprüfung: Prüfen Sie, ob einige der Kollisionskontroll-Beziehungen deaktiviert werden können oder ob Kollisionsgruppen vereinfacht oder vollständig entfernt werden können. Führen Sie die Optimierung zuerst mit einem hochwertigen Cutback-Wert durch, um sicherzustellen, dass eine Lösung in kürzerer Zeit vorliegt. Verschieben Sie die äußere Achse ein wenig weg von den Achsengrenzen. Zum Beispiel in den idealen (grünen Bewertungs-)Bereich. |
Einschränkungen
Aktuelle funktionale Einschränkungen, die bei der Verwendung der automatischen Prozesspfadoptimierung zu beachten sind.
| Verfügbar für folgende Technologien: Lichtbogenschweißen, Laserschweißen, Laserschneiden |
| Die automatische Prozesspfadoptimierung optimiert den Betriebsansatz und die Einzugspositionen nicht. Benutzer müssen sie danach manuell anpassen, um sie kollisionsfrei zu machen. |
| Die äußeren Achsen werden nicht verändert. Benutzer müssen vor der Ausführung der Optimierung eine externe Achse programmieren, um Pfadpositionen grundsätzlich erreichbar zu machen. |
| Beim Laserschneiden: Nicht explodierte reguläre Formen (Regshapes) sind nicht optimiert. Benutzer müssen die Regshapes manuell optimieren oder sie explodieren, bevor sie die Optimierung ausführen. | |
| Beim Bogenschweißen: Die Nahtkalibrierung der Berührungspositionen sind nicht optimiert. Nutzer müssen diese Positionen bei Bedarf manuell analysieren und optimieren. |
| In der Robotik wird nur die aktuelle Set-Konfiguration zur Optimierung verwendet. Alternative, möglicherweise bessere Konfigurationen müssen beim OP-Start explizit vom Benutzer angegeben werden. |