Durchführung der automatischen Prozesspfadoptimierung
Aufbau
Der ursprünglich programmierte Werkzeugweg muss korrekt definiert sein, damit er als Referenz für alle Änderungen verwendet werden kann. Idealerweise sollte dieser anfängliche Werkzeugweg hinsichtlich der Prozessqualität optimal sein.
Daher müssen der anfängliche Werkzeugpfad und die entsprechenden Erstellungsattribute mindestens Folgendes sicherstellen:
![]()
Die Normalrichtung muss für jede Operation korrekt auf die Werkstücksoberfläche gerichtet sein.
![]()
Die
Tool alignment
muss den im Programm verwendeten TCP-Definitionen entsprechen.
![]()
Die
Approach direction
muss für jede Operation korrekt definiert sein.
![]()
Alle lokalen Versätze bzw. Prozesswinkel müssen auf die Zielwerte gesetzt werden, z. B.:
- Beim Lichtbogenschweißen sind die Arbeitsfläche, der Hub und der Werkzeugwinkel erforderlich.
![]()
Definieren, wo erforderlich:
-
- Die Prozessorientierung
- Das tangentiale Absolute
- Die Überfahrt
- Für das Lichtbogenschweißen: das Boxschweißen
Berücksichtigen Sie gute Programme als Folgendes:
Gut definierte Startposition des Roboters und der äußeren Achse:
![]()
Programmiere externe Achsen explizit, zumindest beim allerersten TPE im Programm.
![]()
Definieren Sie die PTP-Position am allerersten Punkt jeder Operation.
![]()
Definiere Annäherungs- und Rückziehpunkte des Prozesstyps
Annähern
und
Zurückziehen
. Verwenden Sie keine Teach Inserts an Prozesspunkten.
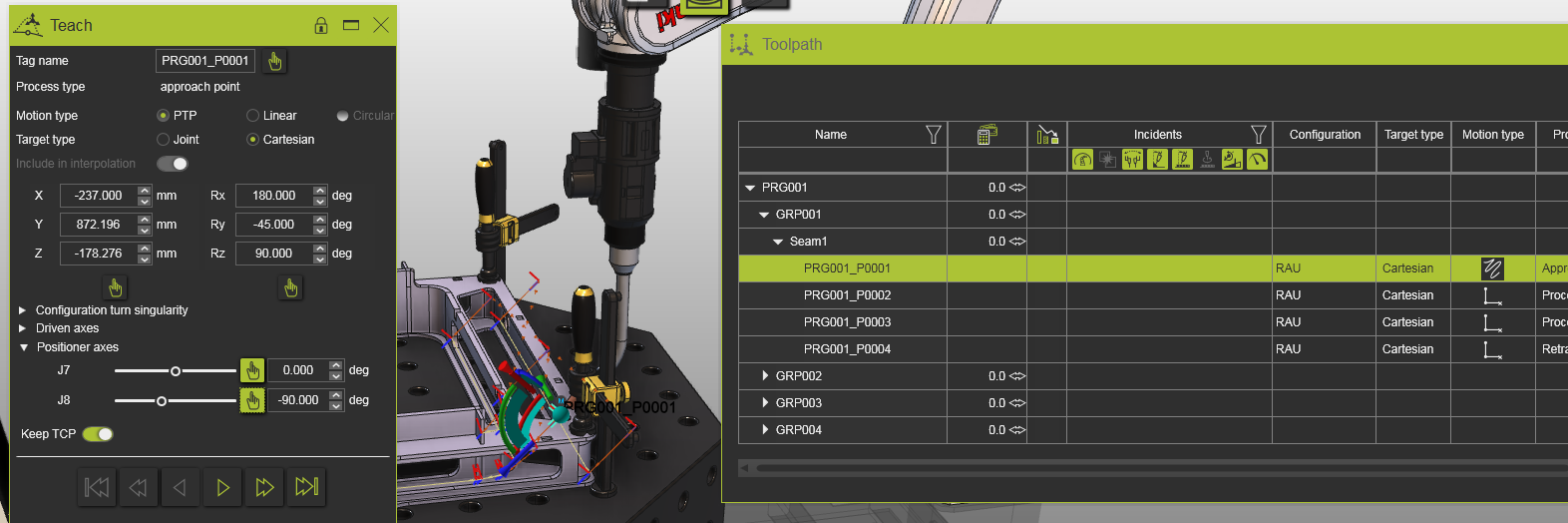
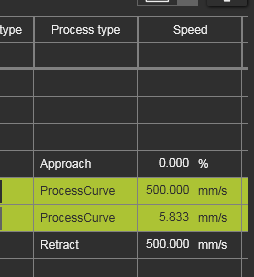
Gut definierte Geschwindigkeiten, die an allen Werkzeugpfadelementen programmiert sind:
![]()
Keine Null-(0)-Geschwindigkeiten auf Prozesspunkten.
Optimierungssteuerung
Die relevantesten Merkmale zu definieren:
Qualitätskürzung
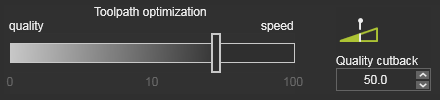
Um den Optimierungsprozess allgemein zu beschleunigen, wird das Attribut Quality cutback eingeführt. Mit dieser Eigenschaft wird ein Gleichgewicht zwischen dem optimalsten Ergebnis und der schnellsten Rechenzeit hergestellt. Bei Verwendung dieses Attributs (Werte > 0) sucht der Iterationsschritt der Methodik nicht mehr nach der optimalen Lösung innerhalb dieses Schritts, sondern stoppt bereits, wenn ein Iterationsergebnis die Anforderungen erfüllt, obwohl dieses Ergebnis möglicherweise nicht optimal ist. Je früher diese Entscheidung getroffen werden kann, desto weniger Rechenzeit wird benötigt, um zu einem endgültigen Ergebnis zu gelangen. Offensichtlich ist die Ergebnisqualität geringer, da dieses Endergebnis möglicherweise nicht das globale Optimum ist, was bedeutet, dass die resultierenden Bewertungskosten höher als optimal sind.
Setze einen hohen Wert für schnellere Berechnungen, aber ein schlechteres Qualitätsergebnis.
Sie können diesen Wert später senken, um qualitativ hochwertigere Ergebnisse zu erzielen, allerdings auf Kosten längerer Berechnungszeiten.
Kollisionsvermeidung
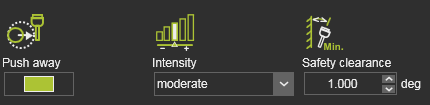
In den Simulationsumgebungen wird definiert, mit welcher Toleranz eine mögliche Kollision analysiert wird. Wenn die Position des Werkzeugwegs zu einer Kollision führt, neigt die Optimierung dazu, die Lösung zu wählen, die sehr nah an der Kollision liegt, um einen Kostenanstieg zu minimieren. Diese Lösung kann dann dennoch eine unsichere oder risikoreiche Situation darstellen, weil:
![]()
Die Pfadoptimierung berücksichtigt keine Flyby-Bewegungseffekte.
![]()
Ungenauigkeit zwischen dem digitalen Modell und der realen Situation.
Die Optimierung mit dem Attribut “Wegschieben” wirkt als abstoßende Kraft, die versucht, den Abstand zwischen den Objekten zu erhöhen und gleichzeitig andere Zielkriterien zu berücksichtigen.
Einfügepunkte für den Prozess
Das automatische Einfügen von Prozesspunkten kann die Qualität des Werkzeugwegs verbessern und zu kürzeren Berechnungszeiten führen. Deaktivieren Sie jedoch, wenn keine zusätzlichen Punkte eingefügt werden sollen, falls Kollisionen zwischen den jeweiligen Werkzeugpfadelementen gelöst werden müssen.
Weitere Optionen, die Sie in Betracht ziehen sollten:
Verwenden Sie Zugwerte
Für die Roboterachse betrachtet man die Mehrfachdrehung gegen die Achse. Dies kann ungelöste Unwickel-Situationen in linearen oder kreisförmigen Bewegungen hinterlassen, in denen ein Roboter sich nicht bewegen kann.
Deaktiviere es, wenn du keine Varianten mit mehreren Runden in Betracht ziehen möchtest.
Variationsraum
Normalerweise gibt es hier nichts zu justieren. Ein paar Dinge, die man beachten sollte:
Normalrotation
Die Variation der normalen Drehung könnte deaktiviert werden, wenn der Werkzeugwinkel niemals verändert werden sollte. Dies beschleunigt die Optimierungsberechnung, verringert aber die Möglichkeiten, die Positionen des Werkzeugwegs zu ändern, um Kollisionen oder unerreichbare Positionen zu lösen. Es könnte auch die Gesamtqualität des Werkzeugwegs verringern.
Maximale Prozesswinkelabweichung

Die Randbedingung Maximum Prozesswinkel deviation standardmäßig nicht bearbeitbar. Dies liegt daran, dass das entsprechende Qualitätskriterium ON für die Werkzeugwegbewertung umgeschaltet wurde. Die Optimierung verwendet dann diesen kritischen Schwellenwert, um die optimale Lösung zu finden.
Durchführung der automatischen Prozesspfadoptimierung
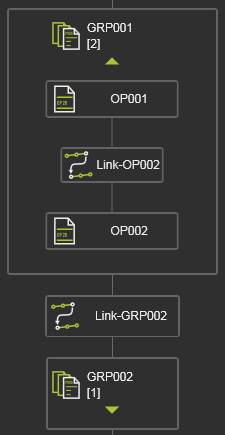
Die Prozesspfadoptimierung kann auf Programm-, Operationsgruppen- und Operationsebene ausgeführt werden.
Die Prozesspfadoptimierung kann in Kombination mit der automatischen Linkpfadgenerierung als erster Schritt des autonomen Programmierungsbefehls gestartet werden.
Oder es kann einzeln im Untermenü gestartet werden:
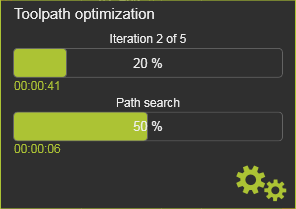
Wenn der Befehl ausgeführt wird, erscheint ein Panel, das den Fortschritt des Optimierungsprozesses anzeigt.
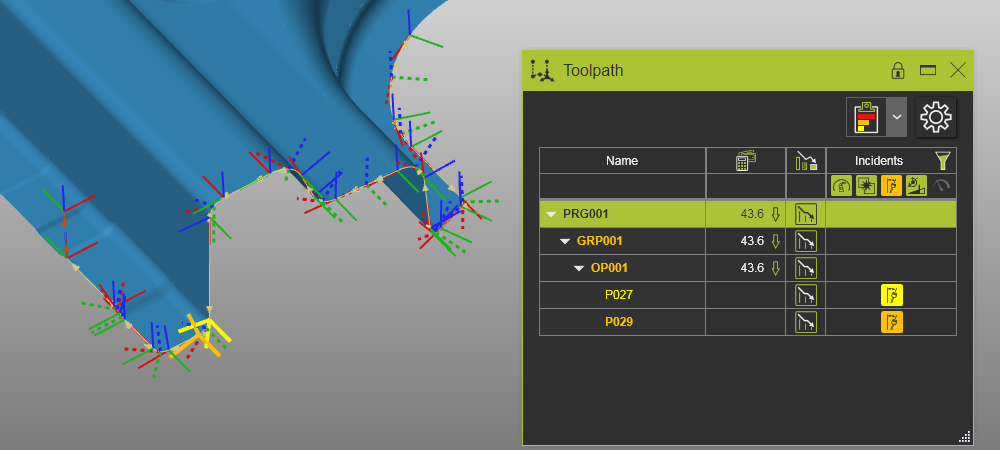
Mit dem optimierten Toolpath erscheint ein Berichtsfenster. In diesem Bericht wird eine Zusammenfassung angezeigt, wie im untenstehenden Beispiel.
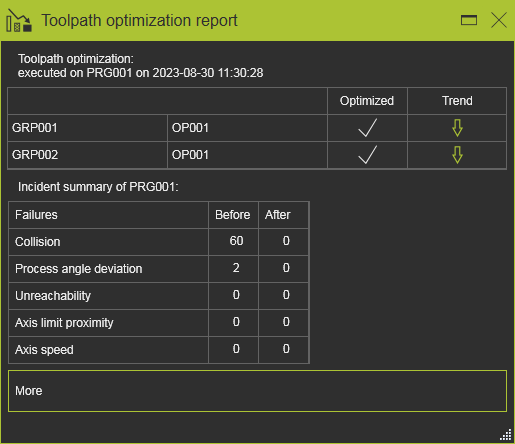
Mit der Maus über den Trend-Pfeil öffnet sich ein kleines Panel mit der Kostenbewertung vor und nach den Optimierungsschritten.

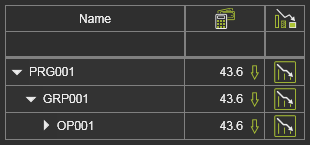
Im Toolpath monitor Dashboard wird angezeigt, auf welchen Teilen des gesamten Programms die automatische Pfadoptimierung ausgeführt wurde.
 |  | |
| Vor | Nach |
Autonome Programmierung
Neben der Ausführung dieser autonomen Programmierfunktion an bestehenden Programmen, Operationsgruppen oder einzelnen Operationen können sie auch beim Programmieren einer neuen Operation ausgeführt werden.
Im Animationsfeld Prozessgeometrie und im Programmiereinstellungsfeld gibt es eine Option, um zu definieren, ob die autonome Programmierfunktion unmittelbar nach der Berechnung der Operation ausgeführt werden muss.
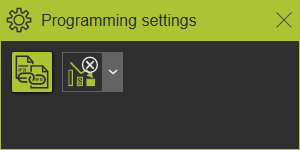
![]()
| Option | Beschreibung | |
|---|---|---|
| Keine Optimierung | Die Operation wird berechnet. Eine weitere autonome Optimierung wird nicht durchgeführt. | |
| Vollautonome Optimierung | Nachdem der anfängliche Werkzeugpfad berechnet wurde, werden alle autonomen Optimierungsmethoden ausgeführt. | |
| Automatische Prozesspfadoptimierung | Der sich befindliche Teil der Operation, der Werkzeugpfad, wird optimiert. | |
| Automatische Linkpfadgenerierung | Optimiere die Bewegung, die Verbindung zwischen den Operationen, um kollisionsfrei zu bewegen. |