Introduction
Évaluation de la qualité du parcours d’outil
Pour pouvoir valider le parcours outil pour la nécessité de l’optimiser (partiellement), un mécanisme d’évaluation de la qualité du parcours a été mis en place.
L’évaluation de la qualité du parcours d’outil est un processus dans lequel chaque position du parcours est analysée et évaluée selon un ensemble de critères cibles prédéfinis. Les critères ayant une plage de valeurs configurable peuvent être définis individuellement pour définir les niveaux de valeur des critères, pour lesquels le résultat du parcours d’outil analysé est attribué.
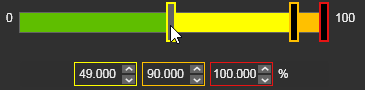
| Bon (vert) La plage de valeurs des critères définis comme bons. Il n’y a pas besoin de s’améliorer ici. |
| Acceptable (jaune) : La plage de valeurs du critère défini comme acceptable. Bien que le résultat soit acceptable, il est conseillé de s’améliorer ici. |
| Critique (orange) La plage de valeurs du critère définie comme critique. Il est fortement recommandé de modifier pour améliorer le parcours d’outil. |
| Invalide (rouge) La valeur (et au-dessus) du critère défini comme non acceptable. Il est obligatoire de modifier pour améliorer le parcours d’outils. |
Les critères cibles suivants sont pris en charge, mais leur présence dépend de la technologie appliquée et du type de machine ou de robot :
| Critères | Description | Plage de valeurs | Remarque | |
|---|---|---|---|---|
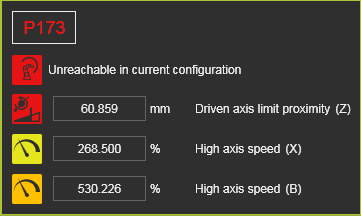
| Inaccessibilité | Évalue les situations inaccessibles du robot ou de la machine. | Bon ou invalide. | L’évaluation selon ces critères est toujours réalisée. | |
| Collision | Évalue les situations de collision. | Bon ou invacouvercle. | L’évaluation selon ce critère n’est effectuée que lorsque l’interrupteur d’analyse des collisions dans la barre d’outils du lecteur de simulation est activé. | |
| Singularité | Évalue les situations de singularité du robot ou de la machine. | Bon ou invalide. | L’évaluation selon ces critères est toujours réalisée. | |
| Déviation d’angle de procédé | Évalue l’écart d’angle du procédé par rapport à sa valeur de référence. | L’angle varie de bon à invalide. | ||
| Déviation d’angle d’outil (technologie de soudage à l’arc) | Évalue la déviation d’angle de l’outil par rapport à sa valeur de référence. | L’angle varie de bon à invalide. | Il remplace les critères de déviation d’angle de procédé. Cela ne s’applique que lorsque des robots 6 axes sont utilisés. | |
| Déviation de l’angle de déplacement (technologie de soudure à l’arc) | Évalue l’écart de l’angle de déplacement (direction tangente) par rapport à sa valeur de référence. | L’angle varie de bon à invalide. | Il remplace les critères de déviation d’angle de procédé. Cela ne s’applique que lorsque des robots 6 axes sont utilisés. | |
| Déviation de l’angle de travail (technologie de soudure à l’arc) | Évalue l’écart de l’angle de travail (direction bitangente) par rapport à sa valeur de référence. | L’angle varie de bon à invalide. | Il remplace les critères de déviation d’angle de procédé. Seulementapplicable lorsque des robots à 6 axes sont utilisés. | |
| Limitation de proximité par axe | Évalue la proximité avec les limites de l’axe de la chaîne cinématique inverse de la ressource (de fabrication). Plage de valeurs d’évaluation séparées pour les axes des articulations linéaires et circulaires. | La distance linéaire ou angulaire varie de bon à invalide. | ||
| Vitesse de l’axe | Évalue la vitesse de l’axe de tous les axes entraînés comme une différence (absolue) entre le mouvement de début et de fin entre les positions. | Le pourcentage varie de bon à invalide. |
Chaque poste est analysé puis reçoit un drapeau d’évaluation, pour chaque critère individuellement, afin d’indiquer le niveau de qualité et, avec cela, l’acceptation de ce poste.
| Bien (vert) | |
| Acceptable (jaune) | |
| Critique (orange) | |
| Invalide (rouge) |
La qualité du parcours d’outil, c’est-à-dire ses incidents, est exposée à plusieurs endroits.
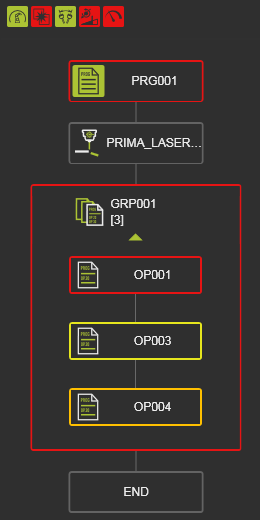 | 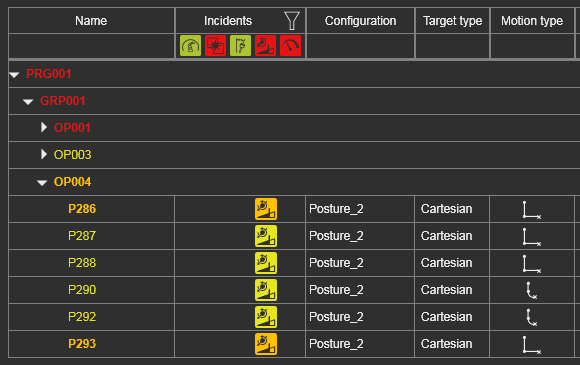 | 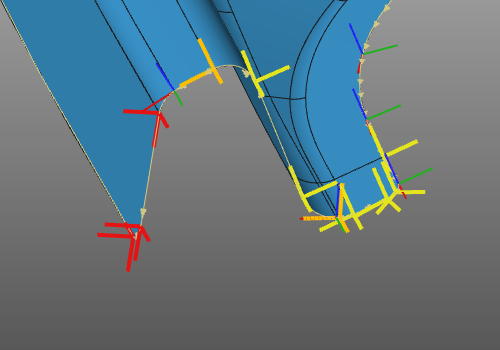 |  | |||
| Programme actif | Moniteur de trajet d’outil | Parcours d’outil 3D | Incidents à la position de la trajectoire d’outil |
L’évaluation qualité est trop valideJ’ai suivi l’état actuel du programme. Pour pouvoir comparer différents états, différentes versions (de qualité) du parcours d’outil, une métrique a été introduite ; Coût du parcours d’outils.
Les coûts du parcours d’outil sont une manière d’exprimer la qualité dans un facteur de coûts, où chaque critère cible a reçu une fonction de coût spécifique. Cela peut être linéaire, une fonction parabolique ou autre, comme le montre l’exemple ci-dessous. C’est une valeur neutre, pas une monnaie quelconque.
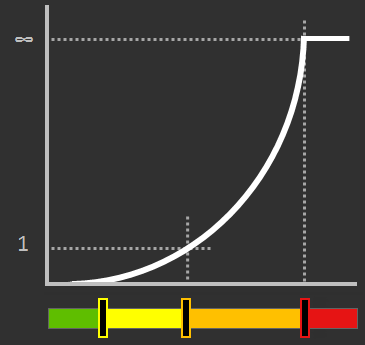
À chaque position du parcours d’outil, les coûts sont calculés pour chaque critère analysé puis additionnés. Le résultat est affiché dans le tableau de bord Toolpath et est mis à jour immédiatement après toute modification du parcours outil.

Un symbole de tendance indique la variation des coûts par rapport à sa valeur précédente, celle qui précède la dernière modification du trajet d’outil.
| La valeur a été augmentée ; c’est-à-dire effet de coûts plus élevés | |
| La valeur resta la même ; c’est-à-dire neutre ou sans effet | |
| La valeur a diminué ; c’est-à-dire effet de coûts réduits |
Optimisation des chemins de programme
La programmation hors ligne vise généralement à obtenir un parcours optimal du programme en termes de :
-
éviter les collisions
-
Maintenir le système machine/robot à l’écart des singularités et des limites d’axe
-
assurer la accessibilité du trajet d’outil
-
aligner le processus avec les valeurs de référence et le maintenir dans les tolérances spécifiées
-
fonctionnement avec un temps de cycle minimal
-
le respect d’autres directives personnalisées.
Après calcul, le programme n’a pas toujours été trouvé capable de remplir tous les objectifs ci-dessus. Le programme doit être optimisé globalement ou localement. Cela peut se faire en modifiant la position et l’orientation du parcours d’outil, en modifiant ses différents attributs et paramètres, et en utilisant les plusieurs attributs spéciaux disponibles qui aident à améliorer les trajectoires d’outil.
De plus, le logiciel inclut un ensemble de fonctions dites d’optimisation autonome des programmes. Ces fonctions, ces méthodes, sont capables de générer et d’optimiser un parcours d’outil sous certaines conditions prédéfinies.
Avec ces informations en arrière-plan, on pouvait esquisser le flux de travail de la création et de l’optimisation du parcours d’outil du programme, comme sur l’image ci-dessous.
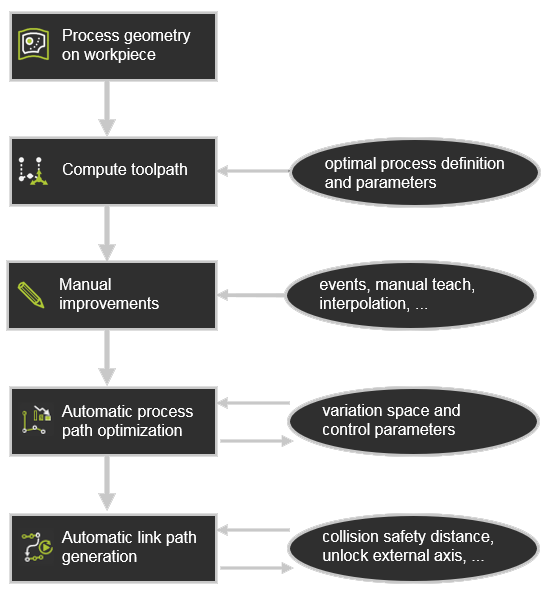
Après la modification manuelle effectuée par l’utilisateur, la programmation autonome et la fonctionnalité d’optimisation pouvaient être appliquées.
Les étapes autonomes évaluent le parcours d’outil puis optimisent potentiellement toute position individuelle, toute partie du parcours que la fonctionnalité spécifique couvre. Cependant, elle conservera les événements de programmation explicitement définis (manuels) et ne les écrasera pas, tels que :
-
enseigner des événements
-
postes enseignés manuellement
-
Interpolations
-
Optimisations JOLT
-
positions supprimées.
Optimisation des programmes autonomes
L’optimisation autonome du programme peut être exécutée sur l’ensemble du programme ou uniquement sur un groupe d’opérations, une opération ou un lien d’opération. Il se lance dans le menu en pie dans le tableau de bord Active Program ou Toolpath Monitor.
Avec la commande principale, toutes les fonctionnalités d’optimisation s’exécutent dans l’ordre illustré dans le diagramme de flux de travail ci-dessus ; D’abord, l’optimisation automatique du chemin du processus, suivie de la génération du chemin du lien entre les opérations.

Ou via le sous-menu, chacun de ces éléments peut être exécuté individuellement.