Qu’est-ce que l’optimisation automatique du chemin des processus
Méthodologie
La fonction utilise une méthodologie d’étapes itératives pour trouver le résultat optimal. Ces étapes itératives sont appliquées à un ensemble de variables, c’est-à-dire les angles d’orientation des éléments du trajet d’outil qui peuvent être modifiés pendant l’optimisation.
À chaque étape d’itération, une plage avec plusieurs variations est construite pour trouver le résultat optimal (= coûts minimes) dans cette fourchette. À partir de cet optimum, une nouvelle plage est définie, de la variation précédente à la variation après l’optimum trouvé. Cette plage est à nouveau divisée en étapes plus petites pour rechercher l’optimal.
Ce processus se répète jusqu’à ce que l’étape de variation soit égale (ou inférieure à) l’étape de discrétisation de la variable ou lorsque toute autre condition aux limites a été remplie.
Ce processus est exécuté pour chacune des variables. Mais chacune de ces variables peut donner une orientation optimale différente de la position du trajet d’outil. Par conséquent, la position optimisée du parcours d’outil résultante constituera un compromis entre les résultats des variables individuelles.
Au final, l’optimisation automatisée du chemin (APO) évalue l’ensemble du parcours de l’outil ; c’est-à-dire la plage (programme, groupe ou opération) sélectionnée et cherche une solution optimisée correspondant aux critères de qualité donnés, ce qui aboutit à des coûts minimaux.

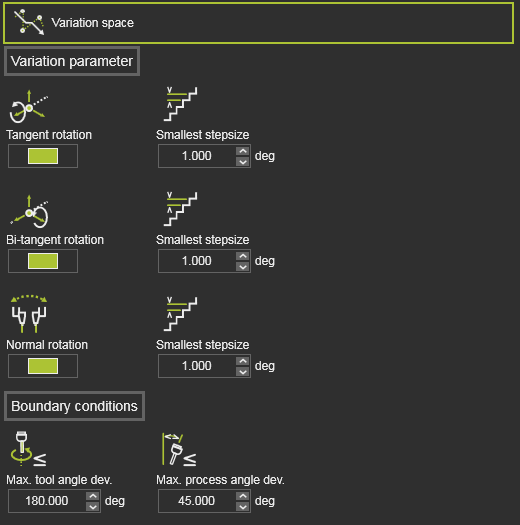
Espace de variation
| Par défaut, tous les attributs ne sont pas affichés. Elle est limitée aux applications les plus courantes. Changer le bouton de mode Expert en haut à droite du tableau de bord agrandira le conteneur pour afficher tous les attributs disponibles. |
L’espace de variations définit quelles modifications peuvent être apportées aux éléments du trajet d’outil pour rechercher la solution optimale. Il montre toutes les variables pouvant être incluses dans le processus d’optimisation, leur plage de données pouvant être variée et l’étape de distribution ou la discrétisation dans cette fourchette.
Pour la plupart des technologies ou scénarios, les valeurs par défaut de l’espace de variation devraient faire l’affaire ; Rien à changer ici quand vous ne connaissez pas très bien la signification de ces variables.
Les variables ici peuvent être spécifiques à une technologie ou à une configuration technologique particulière combinée à un contrôleur de marque OEM et à un robot ou une machine. En d’autres termes ; Le contenu exact du contenant peut varier selon les cas.
Les paramètres de variation décrivent quel axe de l’élément de trajet d’outil peut être modifié.
| Paramètre | Description | Options d’optimisation | Remarque | Mode | |
|---|---|---|---|---|---|
| Rotation tangente | Fait varier la position du trajet de l’outil tout en la faisant tourner autour de sa direction tangente. | Passez à l’inclure dans le processus d’optimisation. | Expert | ||
| Rotation bi-tangente | Fait varier la position du trajet de l’outil tout en la faisant tourner autour de sa direction bitangente. | Passez à l’inclure dans le processus d’optimisation. | Expert | ||
| Orientation de la singularité | Évalue les situations de singularité du robot ou de la machine. Dans le cas d’un scénario robotique, l’orientation de singularité signifie la rotation de la position du trajet d’outil autour de son axe normal. | Passez à l’inclure dans le processus d’optimisation. | Expert | ||
| Rotation normale (technologie de soudure à l’arc) | Fait varier la position du trajet de l’outil tout en la faisant tourner dans sa direction normale. | Passez à l’inclure dans le processus d’optimisation. | Expert |
La section Conditions aux limites inclut des paramètres supplémentaires qui peuvent être introduits pour limiter le nombre de variations. Alors que normalement, la rotation tangente et bi-tangente de la position du trajet de l’outil peut varier entre -180 et +180 degrés, ces paramètres constituent des conditions supplémentaires permettant aux axes tangent et bi-tangent de ne tourner que dans la plage et tant que la condition aux limites est respectée.
| Paramètre | Description | Options d’optimisation | Remarque | |
|---|---|---|---|---|
| Déviation maximale de l’angle de procédé | La déviation maximale autorisée de l’angle de procédé par rapport à la direction de référence. | Un résultat d’optimisation est accepté lorsque l’angle du procédé est plus petit ou égal à cette valeur. Cette valeur ne peut être modifiée que lorsque son critère correspondant, l’écart d’angle du procédé, a été désactivé par rapport à l’évaluation de la qualité. | ||
| Déviation maximale de l’angle de travail (technologie de soudure à l’arc) | La déviation maximale autorisée de l’angle de travail par rapport à la direction de référence. | Disponible uniquement lorsque les critères d’angle de déviation du procédé ont été remplacés par des critères d’angle séparés et d’angle d’outil. | ||
| Déviation maximale de l’angle de déplacement (technologie de soudure à l’arc) | La déviation maximale autorisée de l’angle de déplacement par rapport à la direction de référence. | Disponible uniquement lorsque les critères d’angle de déviation du procédé ont été remplacés par des critères d’angle séparés et d’angle d’outil. | ||
| Déviation maximale de l’angle de l’outil (technologie de soudage à l’arc) | La déviation maximale autorisée de l’angle de l’outil par rapport à la direction de référence. |
Contrôle d’optimisation

| Par défaut, tous les attributs ne sont pas affichés. Elle est limitée aux applications les plus courantes. Changer le bouton de mode Expert en haut à droite du tableau de bord agrandira le conteneur pour afficher tous les attributs disponibles. |
Le Contrôle d’Optimisation est un ensemble d’attributs pour gérer le processus d’optimisation.
| Attribut| Description | Remarque | Mode | |
| -------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- -------------------------------------------------------------------------------------------------------------------------- | -------------------------------------------------------------------------------- | ------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- | ------------------------------------------------------------------------------------------------------------------------------------------------------------------------- | ------ |
| 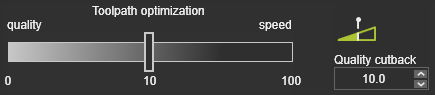 | Paramètre heuristique pour équilibrer le meilleur résultat et le temps de calcul le plus rapide. | La valeur peut être interprétée comme une tolérance de coût par parcours d’outil du mètre. Une valeur de 0 donnerait le meilleur résultat global, c’est-à-dire les coûts les plus bas, quel que soit le temps de calcul requis. Une valeur de 1 signifierait que même un parcours d’outil ayant des coûts plus élevés, jusqu’à 1 mètre en moyenne, serait acceptable comme résultat d’optimisation, bien qu’il y ait de meilleurs résultats avec des coûts totaux plus faibles. | | |
| || | | |
| Dans le processus d’optimisation standard, chaque position du trajet d’outil est analysée par rapport à la tolérance aux collisions définie dans les paramètres de simulation. Lorsque la position initiale du trajet d’outil comporte des collisions, l’optimisation tend à trouver une solution très proche de cette collision (ou tolérance aux collisions), afin de minimiser l’impact sur les coûts. Avec les attributs suivants, une exigence supplémentaire sans collision peut être définie. | | | | |
|
| Paramètre heuristique pour équilibrer le meilleur résultat et le temps de calcul le plus rapide. | La valeur peut être interprétée comme une tolérance de coût par parcours d’outil du mètre. Une valeur de 0 donnerait le meilleur résultat global, c’est-à-dire les coûts les plus bas, quel que soit le temps de calcul requis. Une valeur de 1 signifierait que même un parcours d’outil ayant des coûts plus élevés, jusqu’à 1 mètre en moyenne, serait acceptable comme résultat d’optimisation, bien qu’il y ait de meilleurs résultats avec des coûts totaux plus faibles. | | |
| || | | |
| Dans le processus d’optimisation standard, chaque position du trajet d’outil est analysée par rapport à la tolérance aux collisions définie dans les paramètres de simulation. Lorsque la position initiale du trajet d’outil comporte des collisions, l’optimisation tend à trouver une solution très proche de cette collision (ou tolérance aux collisions), afin de minimiser l’impact sur les coûts. Avec les attributs suivants, une exigence supplémentaire sans collision peut être définie. | | | | |
| ![]() | Repousse | Active un critère d’optimisation supplémentaire visant à augmenter la distance entre les objets possibles en collision. | Il agit comme une force répulsive qui tente d’augmenter la distance entre les objets tout en tenant compte d’autres critères cibles. | |
|
| Repousse | Active un critère d’optimisation supplémentaire visant à augmenter la distance entre les objets possibles en collision. | Il agit comme une force répulsive qui tente d’augmenter la distance entre les objets tout en tenant compte d’autres critères cibles. | |
| ![]() | Intensité | La force de l’effet de répulsion.| Selon le coût des autres critères cibles, un certain degré de résistance peut avoir différents impacts visibles. | |
|
| Intensité | La force de l’effet de répulsion.| Selon le coût des autres critères cibles, un certain degré de résistance peut avoir différents impacts visibles. | |
| ![]() | Habilitation de sécurité | La distance angulaire minimale à maintenir si possible. | Si la distance de sécurité ne peut être maintenue, des solutions plus proches de la collision sont également sélectionnées. Une valeur par défaut de 1 degré a été fixée. | Expert |
| | | | | |
|
| Habilitation de sécurité | La distance angulaire minimale à maintenir si possible. | Si la distance de sécurité ne peut être maintenue, des solutions plus proches de la collision sont également sélectionnées. Une valeur par défaut de 1 degré a été fixée. | Expert |
| | | | | |
| ![]() | Max. # variations | Divise l’intervalle en un nombre maximal de variations, c’est-à-dire la taille du pas.| | Expert |
|
| Max. # variations | Divise l’intervalle en un nombre maximal de variations, c’est-à-dire la taille du pas.| | Expert |
| ![]() | Pas rotatif max. | Le pas de rotation maximal autorisé par variation de l’axe robot/machine. | | Expert |
|
| Pas rotatif max. | Le pas de rotation maximal autorisé par variation de l’axe robot/machine. | | Expert |
| ![]() | Annuler si aucune solution | Met fin à l’optimisation. | Pour éviter des temps de calcul inutilement longs, le processus d’optimisation sera interrompu lorsque, lors de la première étape d’itération, aucune solution n’est trouvée. | Expert |
| | | || |
| Si la ressource a un axe rotatif limité, la géométrie des contours fermés peut entraîner des situations de déroulement selon le point de départ et la direction du processus. | | | | |
|
| Annuler si aucune solution | Met fin à l’optimisation. | Pour éviter des temps de calcul inutilement longs, le processus d’optimisation sera interrompu lorsque, lors de la première étape d’itération, aucune solution n’est trouvée. | Expert |
| | | || |
| Si la ressource a un axe rotatif limité, la géométrie des contours fermés peut entraîner des situations de déroulement selon le point de départ et la direction du processus. | | | | |
| ![]() | Utiliser les variantes de virage | Évitez les situations de déroulement en sélectionnant les valeurs de virage appropriées pour le premier point de procédure. | Limité à une valeur de tour en dessous et une au-dessus de la valeur de tour par défaut. Les variantes de tour ne seront pas prises en compte si la valeur de tour est déjà fixée pour le premier point de process. | Expert |
| | | | | |
| L’optimisation automatique du parcours d’outil construit un parcours optimisé basé sur la validation de l’incident auPositions de lpath et points de passage sur les sections circulaires du trajet d’outil. Cela ne peut pas empêcher qu’entre ces positions de trajet d’outil, la trajectoire rencontre un problème d’incident, car la trajectoire elle-même ne peut pas être évaluée. En utilisant la vérification de mouvement des données du parcours outil, l’algorithme peut définir des points intermédiaires entre les positions du trajet et les évaluer pour les incidents. L’évaluation qualité sur ces points intermédiaires limite les incidents sur la collision, la disponibilité et la singularité. | | | | |
|
| Utiliser les variantes de virage | Évitez les situations de déroulement en sélectionnant les valeurs de virage appropriées pour le premier point de procédure. | Limité à une valeur de tour en dessous et une au-dessus de la valeur de tour par défaut. Les variantes de tour ne seront pas prises en compte si la valeur de tour est déjà fixée pour le premier point de process. | Expert |
| | | | | |
| L’optimisation automatique du parcours d’outil construit un parcours optimisé basé sur la validation de l’incident auPositions de lpath et points de passage sur les sections circulaires du trajet d’outil. Cela ne peut pas empêcher qu’entre ces positions de trajet d’outil, la trajectoire rencontre un problème d’incident, car la trajectoire elle-même ne peut pas être évaluée. En utilisant la vérification de mouvement des données du parcours outil, l’algorithme peut définir des points intermédiaires entre les positions du trajet et les évaluer pour les incidents. L’évaluation qualité sur ces points intermédiaires limite les incidents sur la collision, la disponibilité et la singularité. | | | | |
| ![]() | Distance maximale | La distance cartésienne maximale entre deux points consécutifs à vérifier. | | Expert |
|
| Distance maximale | La distance cartésienne maximale entre deux points consécutifs à vérifier. | | Expert |
| ![]() | Angle maximal | La distance angulaire maximale entre deux points consécutifs à vérifier. | | Expert |
|| | | | |
| La qualité du parcours d’outil se mesure en coûts. Les incidents sur des positions sur le trajet d’outil, ou entre les positions, augmentent normalement ces coûts. L’optimisation automatique permet d’identifier la zone d’impact de ces incidents. En essayant de limiter une telle surface, les coûts diminueront. Cela peut être réalisé en ajoutant et en insérant des points de procédé supplémentaires sur le trajet d’outil autour de ces zones critiques. | | | | |
|
| Angle maximal | La distance angulaire maximale entre deux points consécutifs à vérifier. | | Expert |
|| | | | |
| La qualité du parcours d’outil se mesure en coûts. Les incidents sur des positions sur le trajet d’outil, ou entre les positions, augmentent normalement ces coûts. L’optimisation automatique permet d’identifier la zone d’impact de ces incidents. En essayant de limiter une telle surface, les coûts diminueront. Cela peut être réalisé en ajoutant et en insérant des points de procédé supplémentaires sur le trajet d’outil autour de ces zones critiques. | | | | |
| ![]() | Insérer des points de processus | Commuter pour permettre d’insérer des points de processus supplémentaires. | | |
|
| Insérer des points de processus | Commuter pour permettre d’insérer des points de processus supplémentaires. | | |
| ![]() | Distance minimale | La distance cartésienne minimale entre deux points de processus. | Mesuré entre deux points de procédé insérés ou entre le point de procédé inséré et un point existant. | Expert |
|
| Distance minimale | La distance cartésienne minimale entre deux points de processus. | Mesuré entre deux points de procédé insérés ou entre le point de procédé inséré et un point existant. | Expert |
| ![]() | Facteur de distance minimale | La distance minimale est prise en compte par rapport à la vitesse locale du procédé. | Mesuré entre deux points de procédé insérés ou entre le point de procédé inséré et un point existant. | Expert |
| | | | | |
| Facteur de distance minimale | La distance minimale est prise en compte par rapport à la vitesse locale du procédé. | Mesuré entre deux points de procédé insérés ou entre le point de procédé inséré et un point existant. | Expert |
| | | | | |
| | |
| -------------------------------------------- | ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- || ![]() | Les points de processus insérés appartiennent aux données d’optimisation automatique. Cela signifie que lors de l’exécution d’une autre optimisation, de la suppression des données d’optimisation ou de tout autre élément provoquant un recalcul du parcours initial de l’outil, ces points de processus insérés seront supprimés. |
| Les points de processus insérés appartiennent aux données d’optimisation automatique. Cela signifie que lors de l’exécution d’une autre optimisation, de la suppression des données d’optimisation ou de tout autre élément provoquant un recalcul du parcours initial de l’outil, ces points de processus insérés seront supprimés. |