Flux de travail de raffinement du mouvement circulaire (G104 Arcs)
Les mouvements circulaires (arcs G104) sont définis par deux points :
- Via / Point Média
- Point de fin
Ajuster ces points modifie la forme et la trajectoire de l’arc.
Ce flux de travail utilise :
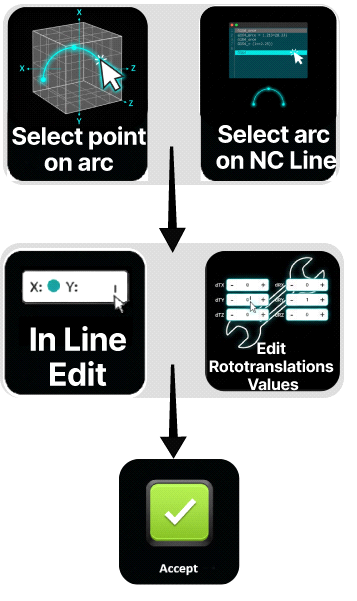
Étape 1 — Sélectionner l’arc
Sélectionnez la ligne G104 dans l’éditeur NC.
Les deux points déterminants deviennent visibles dans le Visualiseur 3D.
Étape 2 — Sélectionner le point d’arc
Sélectionnez l’un ou l’autre :
- le point de passage
- le point final
Le manipulateur avance à ce point.
Étape 3 — Ajuster la pointe
Appliquez une petite correction en utilisant :
- Édition ligne par ligne, ou
- Panel de Rototraduction
Étape 4 — Vérifier la forme de l’arc
Inspectez l’arc dans le Visualiseur 3D.
Confirmez que :
- l’arc reste lisse
- la trajectoire correspond au trajet prévu
- aucune collision ne se produit
Notes pour les opérateurs
-
La sélection du bloc G104 depuis l’éditeur NC sélectionne automatiquement les deux points définisseurs de l’arc.
C’est la façon la plus rapide de visualiser la trajectoire complète de l’arc. -
Pour les ajustements subtils de courbure, modifier le via / point médian.
-
Pour les corrections d’alignement des points d’extrémité, ajustez plutôt le point d’extrémité.
-
Lors de l’utilisation de la référence TCP, le Manipulateur offre un contrôle visuel intuitif pour affiner la géométrie de l’arc.
-
Utiliser SHIFT ou CTRL multi-selection lors de l’ajustement des segments d’arc qui doivent rester continus.
-
Sélectionner les points directement depuis le visualiseur 3D offre une plus grande flexibilité, permettant d’appliquer les décalages de rototranslation uniquement au point sélectionné (via ou extrémité).
-
Après modification des points d’arc, vérifier la collision et la portabilité avant d’exécuter le programme.